
1、导热油品质下降的隐患
因生产工艺操作管理不善而导致的导热油品质过早变质,是电加热导热油炉发生的问题之一,有些导热油仅仅使用一两年,性能指标就严重劣化。而长期运行劣质的导热油,受热面管壁积碳不断增加,管内径缩小使导热油流量不断降低,循环泵阻力逐步增大,传热效率持续降低,进而导致炉管内结焦、堵塞,最终发生过烧、变形、爆管等恶性事故。 造成导热油品质下降的原因之一是局部过热发生热裂解,二是导热油氧化。导热油超过其规定的最高使用温度便会局部过热,产生热分解和缩聚,析出残碳,闪点下降,颜色变深,黏度增大,传热效率下降,结焦老化。导热油与空气中的氧气接触发生氧化反应,生成有机酸并缩聚成胶泥,使黏度增加,不仅降低介质的使用寿命,而且造成系统酸性腐蚀。 目前国内各导热油厂制定的质量标准各自不同,生产的导热油质量也差异较大,对于使用中的导热油,《有机热载体炉安全技术监察规程》规定每年对运动粘度、闪点、残碳、酸值至少检测一次。
2、自动控制系统失效的隐患
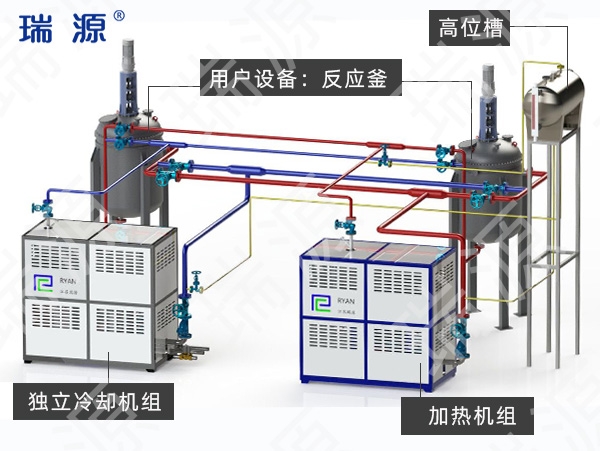
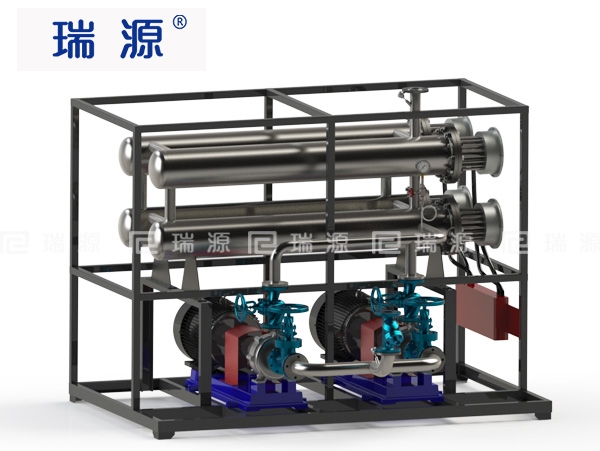
当前,国内导热油电加热器工艺的现状是导热油控制系统以可编程序控制器控制PLC为控制核心,对一定温度的导热油,在循环泵的工作压力下从加热器的进口进入,导热油通过加热器发热腔使温度逐步升高,然后从出口流出,从而导热油达到所需的工艺温度,使得设备的自动化程度得到进一步提高。
在控制系统中导热油经过齿轮泵送入整个系统中,当设定好的磁性翻柱式液位控制器到达指定液位时,齿轮泵自动关闭,这时启动循环泵和电加热器开始加热,当出口油温达到设定值时,进入用户系统循环,经设备使用后的油再次进入装置加热,周而复始,循环运转,即为导热油的工作状态。
这些自动控制系统是保证电加热导热油炉安全运行的有效关卡,而往往就是这些关卡,在实际运行中常由于安全意识的薄弱或经济方面的原因而失效。
3、空气和水分进入的隐患
在电加热导热油炉新加油、换油和维修过程中易进入空气和水分,在加温过程中这些空气膨胀、水分蒸发,其体积的变化远远超过了导热油自身热膨胀量,相对压力为零时,水蒸发时体积膨胀约是其原来的1600多倍,空气在升温270℃的情况下约膨胀5倍。这些空气和水分如果不能及时得到排放,必将引起运行压力提高,严重威胁系统安全。因此,应严格控制导热油中的水分及其他组分。在加热启动过程中要反复打开排气阀,以排净系统中的空气、水与导热油混合蒸汽,并注意控制导热油升温速度。

4、 管道法兰或阀门间的泄漏隐患
管道法兰或阀门连接处是导热油系统最易发生泄漏的部位,由于导热油具有易渗透、易燃烧的特性,尤其是对多孔材料制成的保温层浸附性更强。如果导热油一旦发生泄漏而没能及时发现,很容易引发火灾。因此,必须定期检查法兰和阀门连接处的完好情况,如有损坏应及时更换。从导热油炉停用到运行过程,由于温度变化大,法兰间易松动,常有渗漏现象,这时应引起重视。管道系统中所有密封件应选用具有良好密封性和阻燃性的柔性和金属缠绕制品,切忌用含有橡胶成分的密封件。保温材料应采用空隙度小且不易受有机热载体浸渍的材料,以防有机热载体泄漏后造成保温层着火。
5、电加热棒结焦炭化的隐患
用电热棒加热导热油时,电热棒表面会很快结焦炭化,最终使电热捧烧毁,导热油报废。造成严重积炭的原因可通过传热计算来分析:从市场上购来的220V4kW电热棒表面积为0.125m2,在自然对流状态下传热系数K=67~114W/℃·m2,取大值K=114W/℃·m2。根据Q=KF△t计算可知,电热棒要传给导热油4 kW热量,棒表面与导热油的温差必须大于275℃。当导热油平均温度为300℃时,棒表面温度必须达575℃。而最高允许使用温度为340℃的导热油在加热炉管中的允许膜温(相当于这里的棒表面温度)不得超过370℃。现在导热油与575℃的棒表面接触,结焦炭化肯定是严重的,导热油的寿命也很短。 防止在电热棒表面严重积炭的途径是增加电热棒的表面积,使棒表面热负荷限定在适当范围内。通过计算将4kW 电热棒中并联的两根2kW 电阻丝改接成串联,端电压为220V 时,电阻丝的总功率为1 kW。电热捧表面积仍为0.125m2,传热所需温差为69℃。同样,平均油温为300℃时, 电热棒表面温度为369℃即可,将1 kW 热量传给导热油。369℃已接近导热油允许的膜温370℃,有可能使结焦问题得到缓解。最好的解决方法是专门设计制造专用的电热棒,增大表面积,使捧表面温度低于导热油的允许液膜温度。
6、结语
总之,由于电加热导热油炉所使用的导热油介质具有易渗漏、易燃烧的特性,若对其介质特殊性和操作安全性认识不够,在运行中极易发生泄漏和火灾、爆炸等事故,而识别了其常见的事故隐患并有针对性地采取预防措施即可大大降低电加热导热油炉发生火灾事故的风险。如有技术上的疑问,欢迎致电88805tccn新莆京免费热线:18036316005。我们将竭诚问您服务!